
- 海宝公司邵经理:
177-5158-3908










- 海宝公司-邵经理
177-5158-3908

- 固定电话:
0519-88370668

- 传真号码:
0519-88770167

- 公司邮箱:
472846530@qq.com

- 公司地址:
江苏省常州市武进横林迎宾路129号
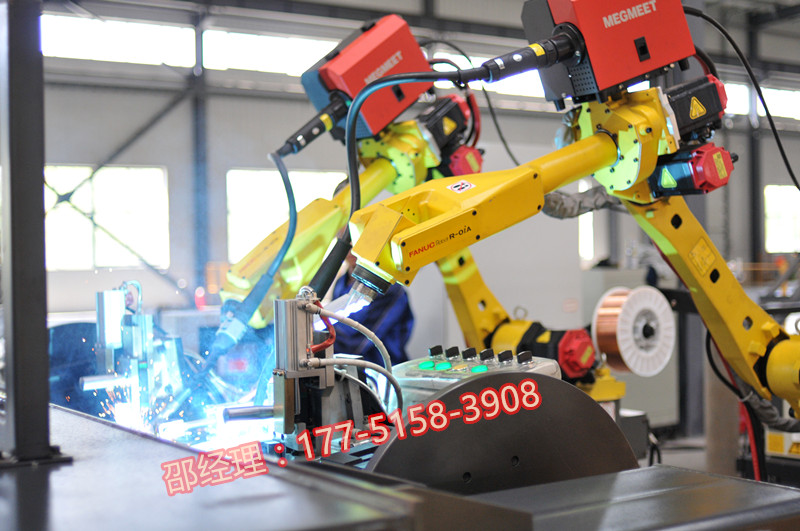
车桥桥壳三角处机器人切割
已阅读 2654 次10/11/2017桥壳三角机器人切割工作站
1、加工对象:
工序名称: 车桥桥壳三角处切割
工件材质: 普通碳钢
工件切割前状态:毛坯工件
切割方式:采用单机器人配合两台单轴头尾架式伺服变位机的方式实现车桥三角处的的自 动化切割工作
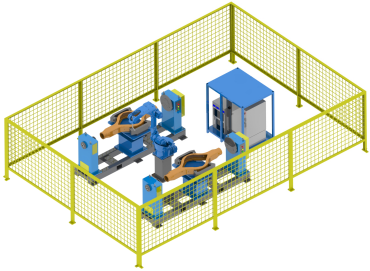
2、系统概述
系统效果图:
系统配置:选用日本安川机器人系统,型号为MOTOMAN-MA1440,配置DX200高性能控制柜
切割电源:选用美国海宝 Powermax125专业等离子金属切割系统
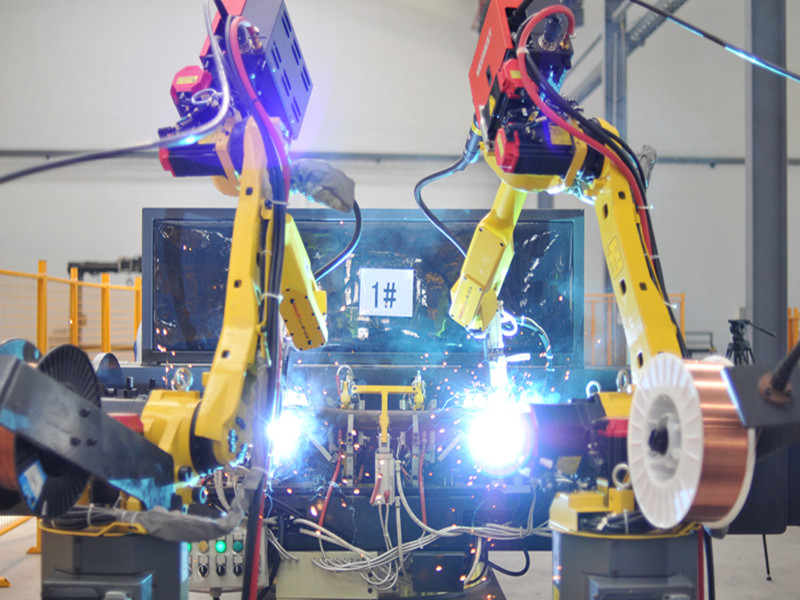
系统说明:该机器人工作站主要用于桥壳三角处的自动切割工作,采用一套安川机器人+一套海宝等离子切割系统配合两台单轴伺服变位机的组合方式(双工位)完成该工序的。该单轴伺服变位机主要进行工件的翻转工作。
工件的定位夹紧采用液压同步自定心定位夹紧工装,对桥壳的圆形部分进行夹紧定位(根据讨论该处一致性相对较好),方便、可靠且一致性好,保证工件切割的一致性,为后续工序打下好的基础。
机器人周边安全系统:配置四面安全防护围栏及安全光栅等
3、生产工艺流程:人工将工件装夹的伺服变位机1#工位上,液压夹紧工件,然后按启动——机器人自身回转到1#工位——机器人开始切割正面割缝(进行2#工位的工件装卸工作)——切割完成该面后,机器人复位,液压夹紧松开,变位机夹紧工件,液压夹紧工装落下,变位机带工件翻转180°,液压夹紧工装升起,变位机松开工件,液压夹紧工装夹紧工件——机器人开始切割反面割缝——切割完成后,机器人复位并回转到2#工位,液压夹紧工装松开,人工吊下工件,伺服变位机复位,人工吊装工件,液压夹紧工装夹紧工件——进入下一工作流程——依次循环
4、切割节拍计算:割缝总长度:200×2(条)×2(侧)×2(面)=1600mm
切割时间:1600/800=2min (切割速度以800mm/min)
辅助时间:1.5min
机器人跳转时间:20S
变位机变位时间:10S
节拍时间(理论):3.5min+30S=4min
实际实际:4min/0.8(效率)=5min
5、设备主要配置表:
序号 | 项目 | 名称 | 数量 | 备注 |
1 | 弧焊机器人系统 | 1套 | 工作半径1440、4米标准线缆、8米示教器线缆 | |
2 | 等离子切割电源 | 海宝Powermax125等离子切割电源 | 1套 | 电源本体、机机器人割炬、7.6米工件电缆及控制电缆、机用喷嘴等 |
3 | 机器人安装底座 | 1件 | 高度650mm | |
4 | 单轴头尾架式伺服变位机 | GS-SWP-ZW-500 | 2套 | |
5 | 液压 定位夹紧工装 | 1宗 | 夹紧定位工件 | |
6 | 外围护栏 | 1套 | 防护设备,保护操作人员 |
我要评论





查看所有评论(总共0条)评论列表