- 海宝公司邵经理:
177-5158-3908







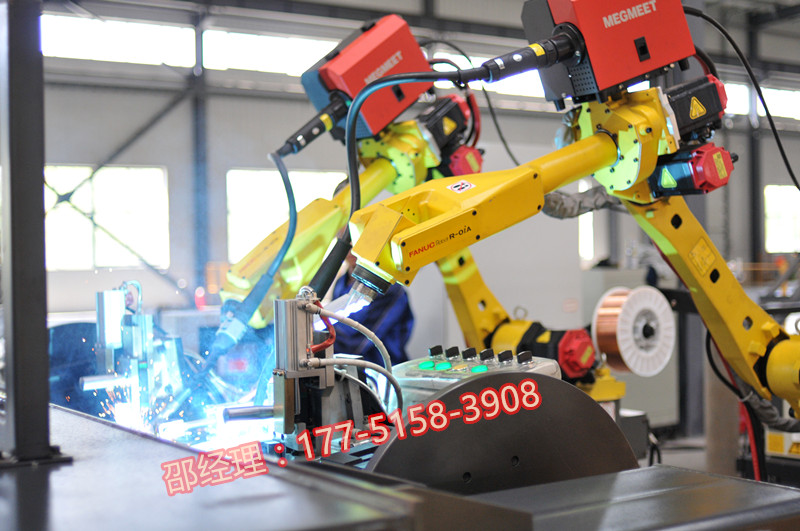

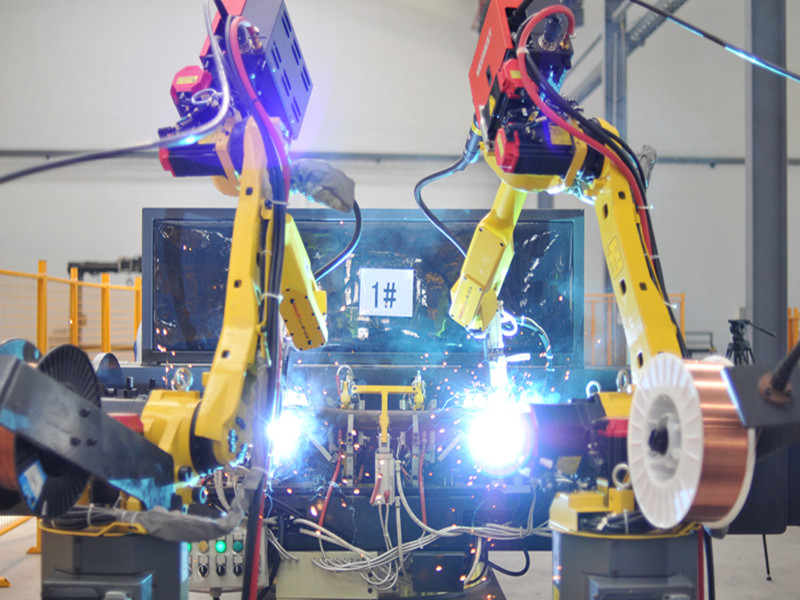







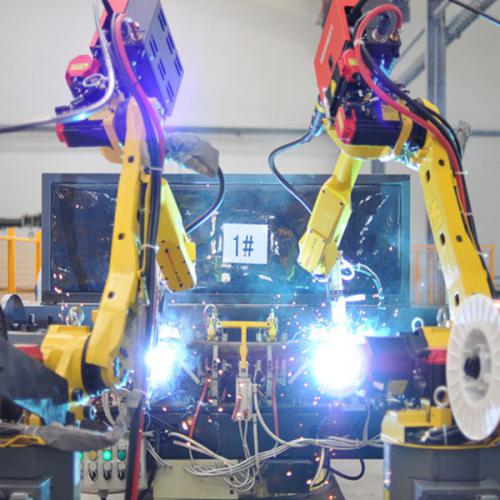
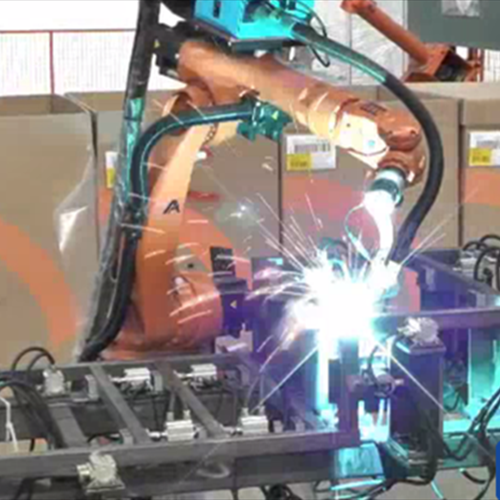
塞拉门机器人焊接
- l 龙门双机器人倒装机构+M型头尾架变位机,16轴联动系统; l 系统一元化控制,16轴联动; l 可实现极大4米*2米工件焊接能力; l 机器人FANUC-M-20iA/10L,焊接电源伊萨350A; l 机器人6轴,负载10kg,极大运动半径2009mm; l 带起始点寻位功能和电弧跟踪、多层多道焊接功能;
- 技术及商务咨询:邵经理 177-5158-3908
海宝公司导航页:ABB机器人 发那科机器人 OTC机器人 安川机器人
常州海宝焊接机器人机械手在轨道交通行业 自动化焊接铝合金门框 塞拉门框焊接机器人工作站 地铁门焊接机器人 风挡 中顶板 铝合金焊接机器人视频案例:
常州市海宝焊割有限公司是一家全世界首条高铁门系统铝焊接生产线
生产厂家,产品有:塞拉门机器人焊接工作站,地铁门自动焊接机器人多少钱,自动焊接机器人品牌,进口焊接机器人,极好的焊接机器人,苏州机器人焊接,泰州焊接机器人,自动焊机器人,国产焊接机器人品牌,焊接机器人培训,自动焊接机器人上海,焊接机器人解决方案的生产厂家,海宝强大的工程师团队为您尽心服务。邵经理:177-5158-3908。

l 龙门双机器人倒装机构+M型头尾架变位机,16轴联动系统;
l 系统一元化控制,16轴联动;
l 可实现极大4米*2米工件焊接能力;
l 机器人FANUC-M-20iA/10L,焊接电源伊萨350A;
l 机器人6轴,负载10kg,极大运动半径2009mm;
l 带起始点寻位功能和电弧跟踪、多层多道焊接功能;

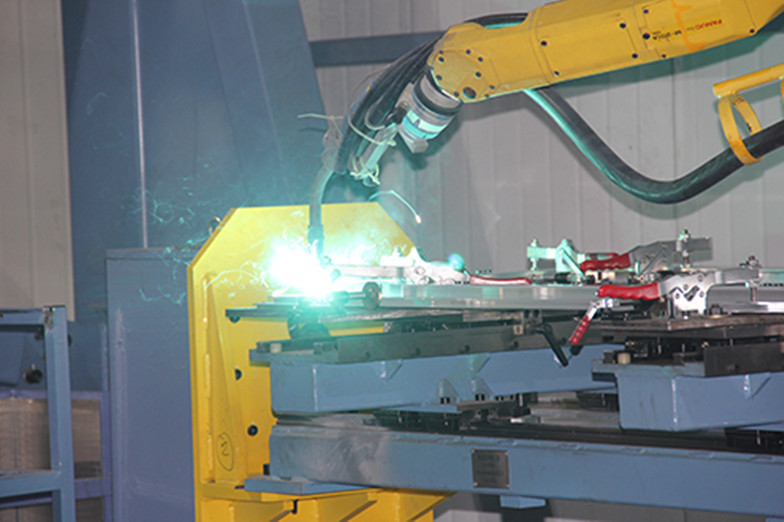
- 塞拉门弧焊机器人工作站的以某公司手工焊接的塞拉门铝镁硅合金框架为研究对象在FANUC工业机器人本体及辅助装置基础上进行塞拉门铝镁硅合金框架弧焊机器人工作站的开发研究焊缝自动跟踪技术、焊接温度场实时检测技术等以保证焊接质量。

关键词塞拉门铝镁硅合金弧焊机器人中图分类号文献标识码文章编号—焊接机器人是在工业机器人的基础上发展起来的先进焊接设备由焊接专机开始到焊接机器人、焊接机器人工作站直到目前的焊接柔性生产线。
国际上越来越广泛的采用焊接机器人系统代替人工焊接。
焊接机器人生产的柔性、焊接工艺的优越性对劳动强度和工作进程的改善对产品质量的提高以及缩短工作时间提高工作效率和降低成本逐渐为人们所认识和接受。
美国的卡特比勒、瑞典的沃尔沃、德国的利渤海尔、宝玛格等公司均大量采用焊接柔性生产线而日本的本田、铃木、雅马哈等摩托车行业几乎全部采用焊接机器人生产主要结构件。
在焊接生产领域中应用焊接机器人已成为一个国家焊接技术和焊接自动化水平的重要标志。
弧焊机器人在汽车、摩托车、通用机械、金属结构件、城轨车辆等诸多行业中都有广泛的应用。
然而塞拉门铝镁硅合金框架弧焊机器人工作站在国内城市轨道及高速列车塞拉门行业中的应用尚未见报导。
国内城市轨道车辆、高速列车的迅猛发展使得塞拉门生产逐年猛增品种不断翻新但铝镁硅合金框架等主要零部件仍为手工焊接对工人技术水平要求颇高效率低焊接质量欠佳优质品率低是制约我国塞拉门产品升级的关键技术。
铝镁硅合金框架弧焊机器人工作站的建立和完成使收稿日期—
企业塞拉门设计制造的技术达国内先进水平。
同类产品国外造价过高故研发此铝镁硅弧焊机器人工作站可使国产塞拉门产品具有国际竞争力使塞拉门生产实现占领国内市场进军国际市场的目标由此可产生显著的社会效益和经济效益。
工艺分析焊接基本条件塞拉门铝合金框架焊接组件图如图所示焊接基本条件为洱’三一鲥焊缝序号为顺时针皿、吨Ⅱ”图塞拉门铝合金框架焊接组件圈焊接工件材料铝镁硅合金焊缝形式角接或对接焊缝。
工艺方案研究考虑康尼公司塞拉门生产的品种、型号、规格、批量特点及经济上的可行性工艺路线设置为手工上料、机器人自动焊接、手工下料三个工序。
焊接机器人工作站主要由两套伺服控制头位架变位机、两套焊接可翻转夹具、一套机器人本体、焊接控制图焊接机器人工作站焊接示意图系统及移动滑台等组成即系统具有如下特点节拍的紧凑性。
该系统具有两个装夹工作台操作者在机器人对其中一个工作台上的工件进行焊接时可完成另一工作台上的工件的装夹体现了系统节拍的紧凑性。
塞拉门型号规格改变时只须对焊接机器人工作站的作业文件进行修订即可。
防护可靠性。
系统采用整体防护安全可靠。
在机器人焊接时在电弧与操作者之间有可升降的遮光板避免电弧上伤害操作者的眼睛。
焊接机器人工作站焊接示意图如图。
焊接节拍计算机器人焊接节拍分析的依据见表焊接速度‖焊接辅助时间每条焊缝取秒包括机器人两次加减速时间及空程运动时间、起弧时间、收弧时间头位架变位机翻转时间秒。
由于提供资料有限故节拍分析为估算值估算依据焊缝条数条、每条焊缝长度。
表节拍计算焊缝数焊缝焊接辅助手工焊接总长度时间时间上料节拍条”秒秒秒秒辅助时间包括系统响应、翻转换位手工上料下料时间计算略。
生产效率计算生产效率计算依据年有效工作日天单班工作日每班小时设备利用率。
工作站年单班产量××件年工作站配置根据以上分析工作站平面布置见图。 
系统运作程序操作者在样工作台装夹工件后给出指令机器人动作转身至焊接位置遮光板升高机器人开始按照作业文件执行焊接命令完成面的焊接位伺服控制头位架变位机与焊接可翻转夹具进行工件的翻转、装夹弧焊机器人进行面的焊接在、步骤进行时操作者在工作台工件的装夹遮光板升高弧焊机器人完成面的焊接对焊枪嘴进行清理为下一个工作周期做准备接着重复—运作步骤焊接工作台的工件同时卸下位上已完成焊接的工件并装夹另一工件。
主要设备分析弧焊机器人本体——。
驱动交流伺服电机。
控制方式绝|对值编码器。
自由度。
重复定位精度±。
负载能力。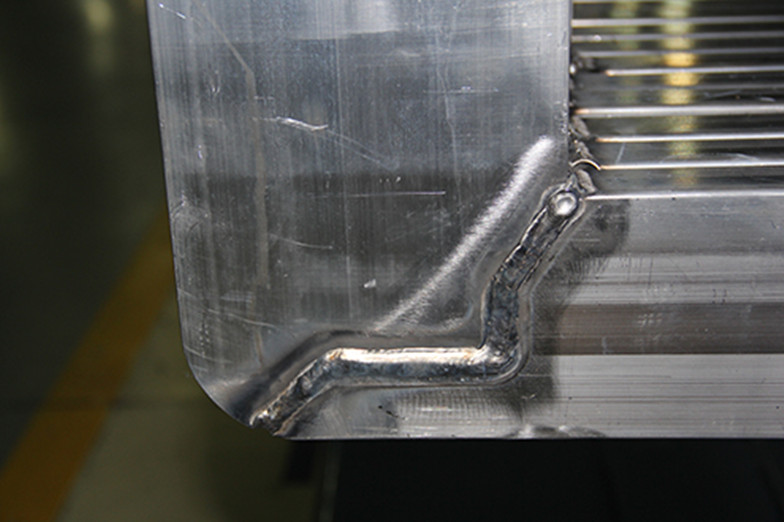
机器人控制柜。
运动控制包括机器人本体的运动控制、外部轴运动控制、周边作业装置控制。
焊接参数控制焊接电源的电压控制、焊接电流控制多方式起弧、收弧控制焊接参数的自动提示功能。
控制装置的主要功能。
示教方式示教盒程示数。
控制方式点位运动控制、轨迹运动控制。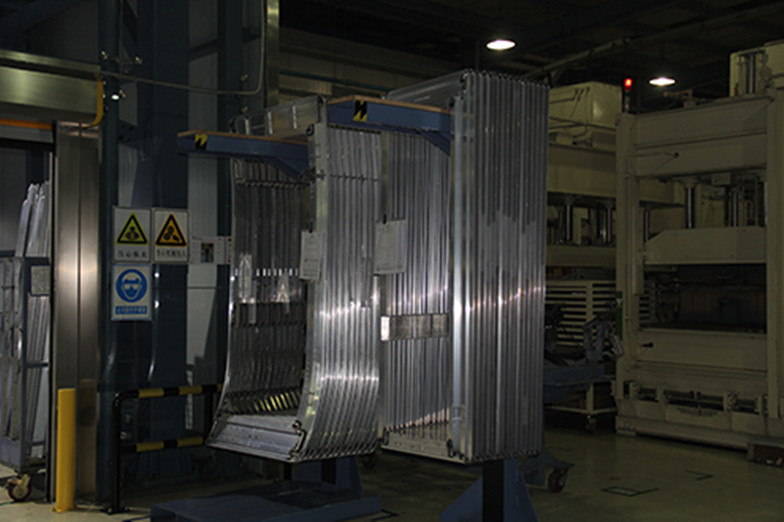
序号
项目
内容
1
基本配置
龙门双机+X、Y方向行走+四工位H型头尾架变位机)
2
完焊率
100%
3
节拍
30min/件
4
焊接电源
奥地利福尼斯TPS4000

立即咨询



其他产品




新品推荐