
- 海宝公司邵经理:
177-5158-3908










- 海宝公司-邵经理
177-5158-3908

- 固定电话:
0519-88370668

- 传真号码:
0519-88770167

- 公司邮箱:
472846530@qq.com

- 公司地址:
江苏省常州市武进横林迎宾路129号
卧式双枪环缝焊接管道法兰技术方案
已阅读 3421 次10/13/2019CSW-600卧式单枪环缝焊接技术方案
(编号:20110729B)

编 制:常州市海宝焊割有限公司
日 期:2019-10-13
CSW-600卧式单枪环缝焊接专机技术方案
一、设备用途:设备可以满足的焊接工件参数及焊接工艺要求(根据客户要求设计)
1、工件直径范围:300-600mm,工件长度范围:≤800mm;工件重量:≤200kg,材质:碳钢、不锈钢,材料厚度范围:2-6mm;
2、工件先组对点焊;焊缝同心度、错边量不大于板厚的10%;
3、焊前要去油污、锈蚀等杂物;
4、焊接形式:双枪MIG/MAG焊
5、夹具部分:专机配前花盘、后配尾顶,客户自配夹具
6、重要提示:本方案没有配置焊缝跟踪器,对工件组对的同心度、平行度等尺寸精度要求较高,否则需要靠人工调整焊接过程,方能达到良好的焊接效果。
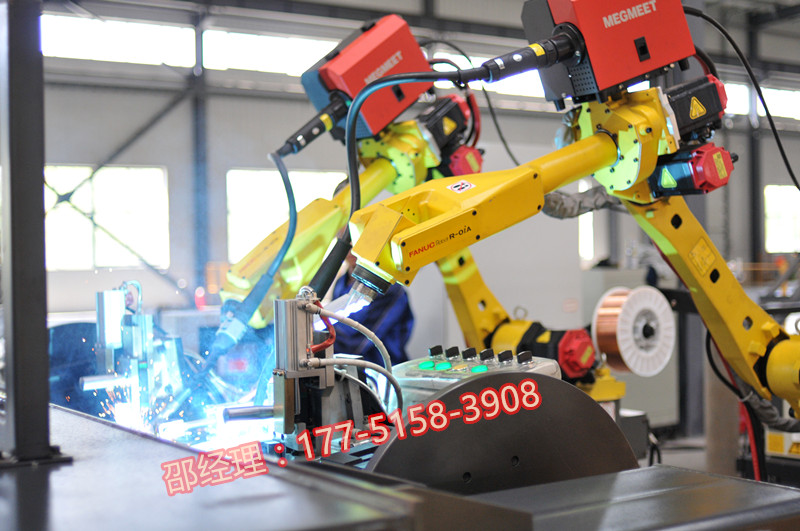
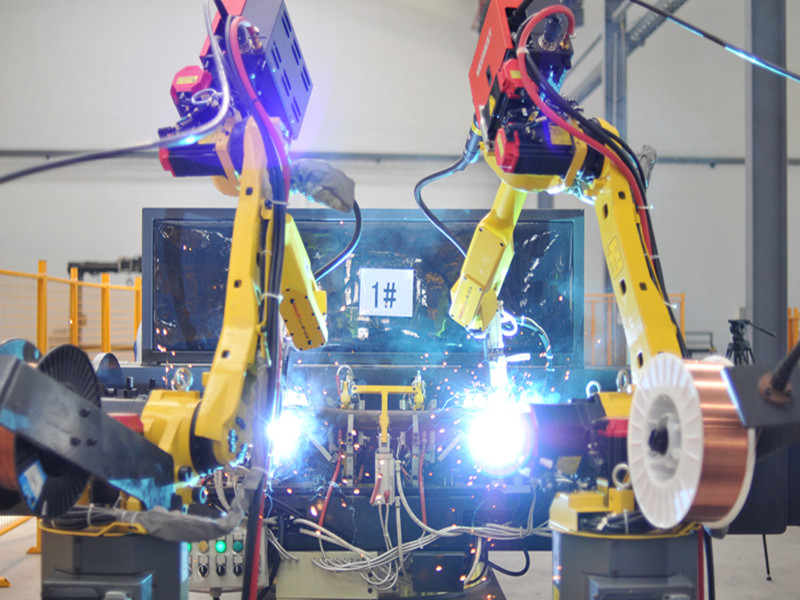
二、CSW-8000环缝自动焊接机床示意图:
CSW环缝焊接专机(实际为单枪)示意图
(仅供说明方案用,实际以最终设计为准)
(一)用途介绍
CSW-8000环缝自动焊接专用机床是针对环形焊缝施焊而设计的自动化焊接系统。该系统由焊接机床、焊接电源(另配)、直柄焊枪(另配)及PLC控制系统所组成;适用于碳钢、不锈钢工件的环缝及环型角焊缝焊接。
(二)机床基本构成及参数
该机床由底座、主动力驱动机构、龙门式焊枪支架及导轨、气动进枪机构及焊枪微调机构、可调式滚轮托架、气动尾顶、挡弧装置和进口LC控制系统所组成。采用较低的床身,工件装卸方便,使用是稳定性能好。将点焊装配好的工件放在滚轮托架上,前端有配花盘和用户提供的夹具夹紧,后端用气动尾顶或用户提供的夹具顶紧;根据焊接工艺调整好焊枪与水平旋转线的夹角,即可进行一系列焊接过程。焊接完毕后,焊炬气动回位,气动夹紧同时松开,可卸下工件。本机具有模拟及实焊等功能。控制采用进口原装PLC控制。
1、机床底座:采用直线设计,以优质钢板焊接的框架结构,台面上安装有尾顶导轨。机身总长约为8000mm ,高度约350mm,保证主床头箱、尾座、焊枪支架精确放置;有效装夹工件的长度范围为500-8000 mm以内;
2、主动力驱动机构:动力驱动机构为箱式结构,安装在床身之上,采用交流齿轮减速电机驱动,扭矩充分,电机功率大,主轴转速为0.15-1.5rpm无级调速,配备有专门焊接地线碳刷导电机构,对转动轴承进行保护,主轴端可装夹具,主轴高离导轨面的距离为300mm;可装夹工件重量为200公斤;
3、焊枪支架及导轨:该机构的支承立柱与机床底座一体设计,保证刚性和承载,横梁上安装有焊接小车托板,小车托板在横梁上的位置可沿轴线方向手动调整,可移动范围为1500mm以内;
4、气动进枪及微动调整机构:焊枪可进行手动三维调节(可以上下、左右、前后移动),左右、前后可进行微调的量不小于50毫米。根据用户要求,但独配置线控伺服电机微调焊枪左右移动(移动距离≤20mm),上、下可根据工件调节。该机床的焊枪设计了气动进枪装置,在焊接时,焊枪自动下降到焊接位置,焊接完毕后,焊枪自动回归到原始位置;底座前后安装有挡弧板(档弧帘),方便观察焊接状态;
5、可调式滚轮托架:工装配有两组(4只)可调式滚轮支架,滚轮支架在台面上的位置可沿轴线方向手动移动,高度可手动调节,确保工件上下料快捷、可靠、安全,能有效地提高生产效率;
6、气动尾顶装置:尾顶安装在底座的导轨之上,前端装有锥形活动;距离主传动箱的距离可以调整,可调整范围为500-1500mm,气动顶紧装置的顶出量为100毫米、可支承质量为200公斤;
7、控制系统:采用进口PLC和人机界面可编程控制器,气动尾顶紧后、实现焊炬自动到位、自动焊接、气动尾顶自动回位等一系列自动化动作。并可对工艺参数进行模拟演示。焊接封圈量可以预设定,并能调节。

三、工作原理及工作程序
(一)手动焊接方法说明:
将已点焊好的工件置于托架上;
气动尾顶,将待焊工件压紧;
调整好各种参数,启动焊接按钮,即可进行环缝焊接。
焊接完毕后,焊枪后退,工件落托架,气动夹紧同时松开,卸下工件。完成一个工作循环。
(二)自动焊接程序:
调整好各种参数——人工将点焊好工件置于托架上——气动尾座顶紧工件——调整焊枪角度及距离——按“起动”按钮(自动完成:焊枪气动到位——送气——工件旋转开始焊接——送丝——一周后搭接——工件停止转动——停气、停送丝——焊枪气动回位)---气动尾座后退——人工卸下工件,完成焊接。进行下一个焊接周期。
四、 焊接电源(略)客户选配
五、安装调试、培训、验收方式
1、设备交付前一周客户须无偿提供样件供试压
2、我方可以应贵司要求派技术人员到现场安装调试;在我公司先进行预验收,预验收合格后发货。
3、对操作、维修等相关技术人员进行培训不少于1个工作日;
4、培训的主要内容包括:专机的工作原理,专机的一般使用和维护、维修基础、TIG焊的工艺特点,并进行现场操作训练;
提供焊接工艺咨询与指导,协助贵方进行工艺实验;
六、质量保证及售后服务
1、我司对所提供的设备负责保用一年(易耗件除外),对正常应用状况下出现的问题免费进行维护和维修;
2、一年保修期满后,对设备提供非赢利性质的有偿服务(仅收取相关服务的成本费);
长期提供设备的维护、保养或改造/改进等相关的技术支持;
随机提供主要原理图、说明书等技术文件。
、环缝焊接专机成套报价单
系统 | 设备名称 | 数量 | 内容描述 | 价格(万) |
主机系统 | 纵缝环缝焊专机 | 1套 | HL8000 | 6.8 |
悬臂式操作机柜 | DP3800 | 0.4 | ||
焊接系统 | MAG焊接电源(包含冷却水箱) | 2套 | 麦格米特CM350 | 2.2 |
MAG焊自动焊枪 | 2套 | TA-27A | 0.3 | |
精密十字微调 | 2套 | 焊枪快速电动直线微调和角度调整、附带摆动功能 | 1 | |
MAG转接板 | 1套 | 0.2 | ||
其它配置
| MAG焊接控制电柜 | 1套 | 380V/200V | 0.4 |
电气部分及操作系统 | 1套 | H-CONTROLMAG纵缝环缝焊接指令 | 0.5 | |
背部遥控开关 | 1套 | 0.5 | ||
调试安装及服务费 | 1套 | 0.5 | ||
纵缝环缝焊设备总价 | 1套 | 12.8 | ||

我要评论

查看所有评论(总共0条)评论列表